Felhasználói útmutatók
Felhasználói útmutatóink lépésről lépésre bemutatják, hogyan használhatók online Visualizer eszközeink és az egyéb elérhető szoftverek
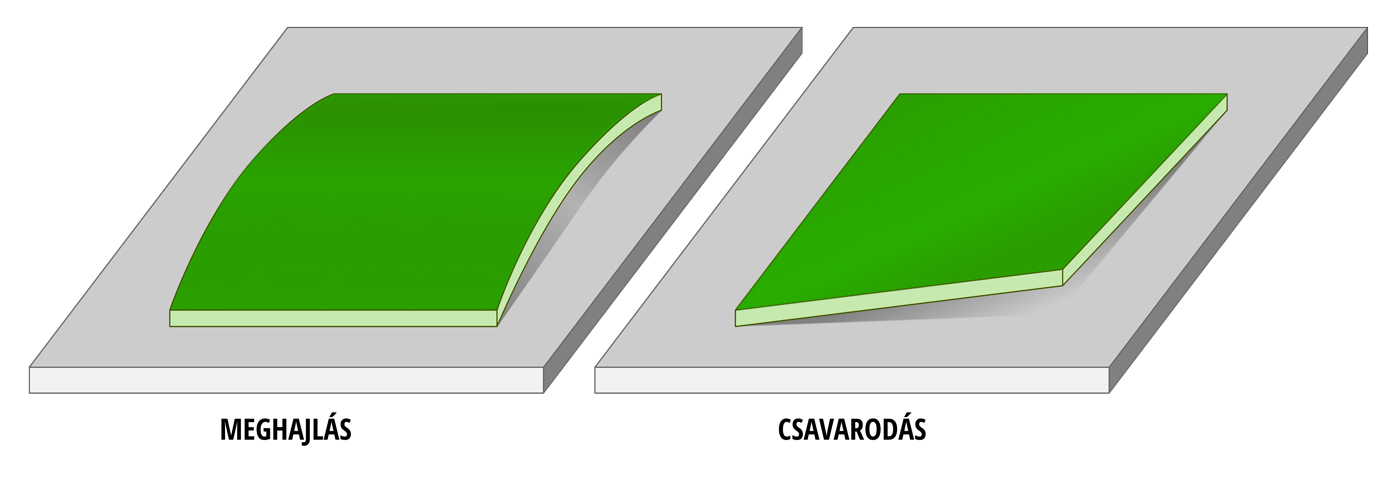
Az IPC-TM-650 a következőképpen határozza meg a meghajlást és csavarodást:
Meghajlás: A nyomtatott áramköri lap síkjától való eltérés, amelyet megközelítőleg hengeres vagy gömb alakú görbület jellemez, miközben négy sarka egy síkban van, amennyiben a termék téglalap alakú.
Csavarodás: A nyomtatott áramköri lap olyan deformációja, amely egy átlóval párhuzamosan történik a felületén keresztül, miközben a lap egyik sarka nem abban a síkban van, amely a másik három sarkot magában foglalja, amennyiben a termék téglalap alakú.
Ezek a meghatározások vevői panelekre és az egyedi nyomtatott áramköri lapokra egyaránt vonatkoznak. Ebben a bejegyzésben a “nyomtatott áramköri lap” vagy “PCB” kifejezésekkel mindkettőre hivatkozunk.
Meghajlás és csavarodás egy referenciasíkhoz képest
Az IPC-6012 az elfogadhatósági kritériumokat is meghatározza: a felületre szerelt alkatrészeket tartalmazó nyomtatott áramköri lapok esetében a maximális meghajlás és csavarodás 0.75%, minden más nyomtatott áramköri lap esetében pedig 1.50%. Arról is rendelkezik, hogy a “végtermékeket” “kiszállított formában” kell értékelni, ami azt jelenti, hogy az elfogadhatósági méréseket az összes gyártási és beültetési lépés befejezése után kell elvégezni. Bonyolultabb esetekben, például a szokatlan alakú lapok esetében az IPC a felhasználó és a beszállító közötti megállapodás szerint javasol eljárni (AABUS = As Agreed Between User and Supplier).
A gyártás során a síktól eltérő bármilyen deformáció illesztési pontatlanságot okozhat a gépekkel történő beültetésnél.
Az alkatrészek beültetése során a PCB lapossága fontos a forraszpaszta pontos adagolásához, a lap automatikus mozgatásához a gyártóberendezéseken és az alkatrészek elhelyezése során. Könnyen elképzelhető, hogy bármilyen torzulás, például a nyomtatott áramköri lap meghajlása vagy csavarodása apró, de számottevő illesztési pontatlanságot okozhat, amikor olyan apró alkatrészeket helyezünk el, mint a 0402. Az is előfordulhat, hogy a lap elakad a szállítószalagon, a rakodó- vagy elszedő berendezésben és blokkolhatja a gyártósort.
A használat során a meghajlás és csavarodás megnehezítheti, vagy szélsőséges esetben lehetetlenné teheti a PCB műszerdobozba való illesztését, vagy az olyan rögzítőelemek, mint a csavarok alkalmazását.
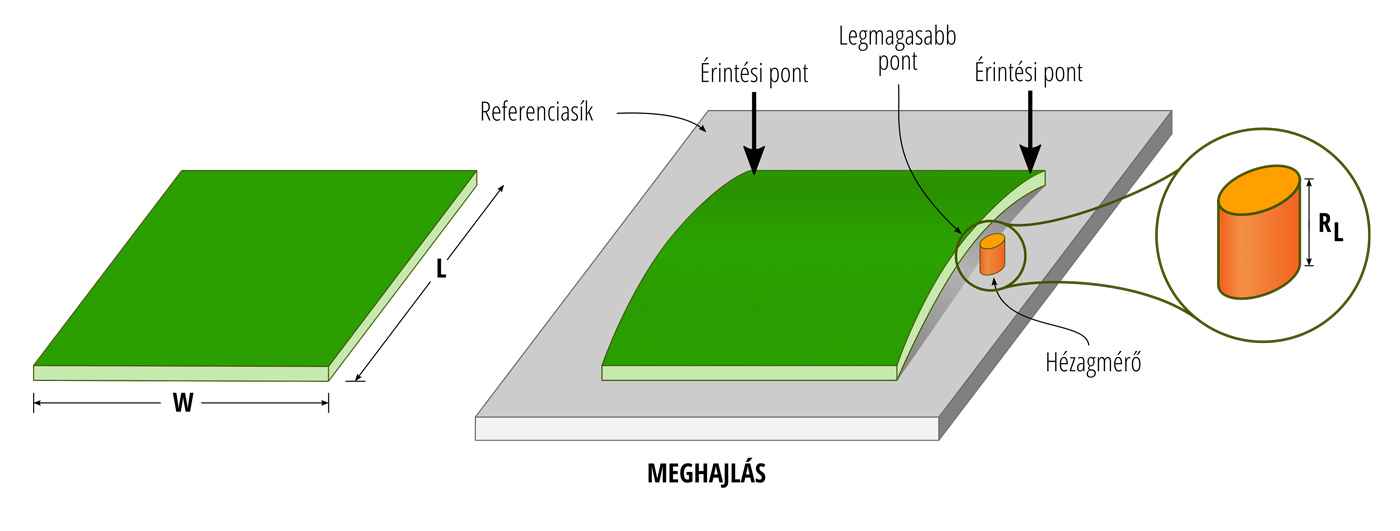
A meghajlás mérése egy referenciasíkhoz képest hézagmérő segítségével történik. A tényleges mérőeszköz általában egy pontosan ismert vastagságú fémdarab. A folyamatot megismételjük a szélességre egy RW vastagságú/magasságú hézagmérő segítségével.
Az alábbi eljárás és kalkuláció az IPC-TM-650 alapján kerül bemutatásra.
A meghajlás méréséhez először is ki kell számolnunk a mérendő nyomtatott áramköri lap hosszának és szélességének megengedett maximális távolságát:
Ahol RL és RW a maximálisan megengedhető meghajlási távolság a nyomtatott áramköri lap hossza (L) és szélessége (W) esetén, a B pedig a maximálisan megengedett meghajlási százalék. Amennyiben tehát a PCB 200 mm x 300 mm (L x W) méretű és SMD alkatrészeket tartalmaz (B=0.75%), akkor:
Ebben az esetben a meghajlás legrosszabb pontja és a referenciasík között mért maximális távolságnak 1.50 mm vagy 2.25 mm-nél kisebbnek kell lennie a PCB hosszán, illetve szélességén. Amennyiben ezután meg akarjuk tudni a mért meghajlás százalékos arányát, akkor módosíthatjuk a képletet. Tegyük fel, hogy a hosszra mért meghajlási távolság 1.40 mm volt, így tehát:
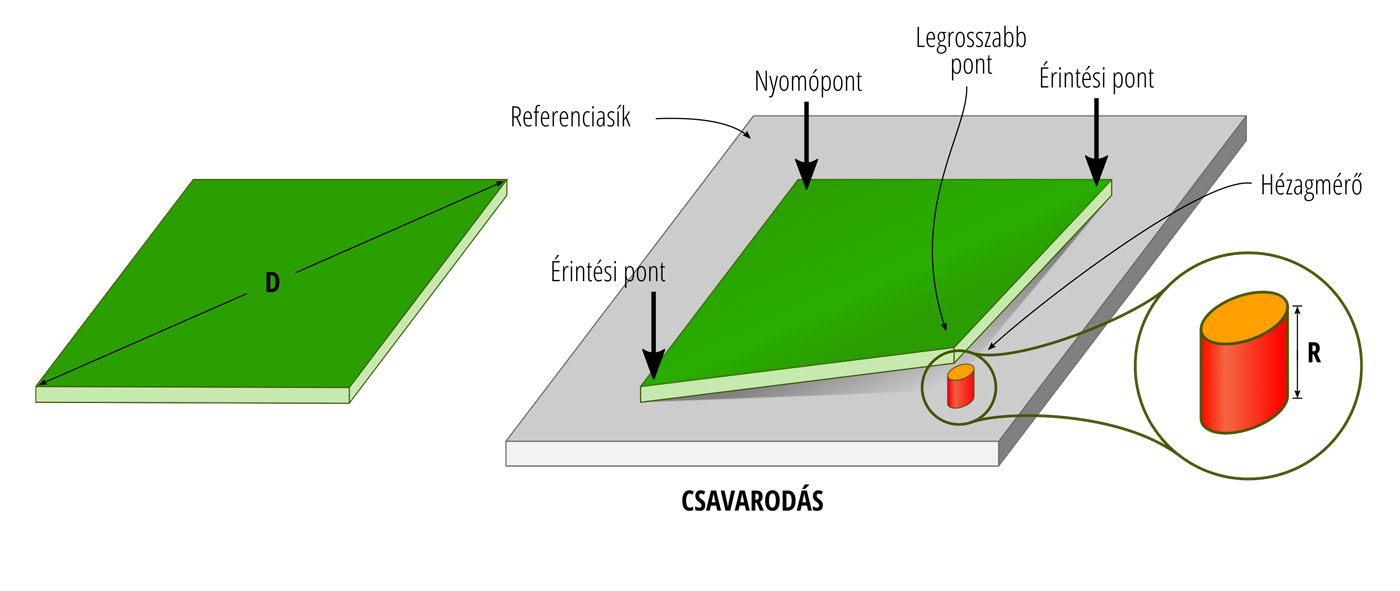
A csavarodás mérése egy referenciasíkhoz képest hézagmérő segítségével történik. A tényleges mérőeszköz általában egy pontosan ismert vastagságú fémdarab
A maximális csavarodás mérése hasonló, de ebben az esetben az átlós hosszat használjuk:
Ahol D a PCB átlója és T a maximálisan megengedett csavarodási százalék. A 2 faktor megduplázza a megengedett távolságot, mivel az egyik sarkot korlátozzuk.
A meghajlás kiszámításához is megadott paraméterekre a következőket kapjuk:
Ahhoz, hogy egy mérésből megkapjuk a százalékot, a következőket kell tenni:
Ahhoz, hogy ez a módszer pontos legyen, a PCB négy sarkából háromnak úgy kell a referenciasíkot érintenie, hogy csak az egyiket nyomjuk le fizikailag. Amennyiben ez nem érhető el, az IPC-TM-650 leír egy összetettebb módszert, amely alkalmazható.

Hézagmérő eszköz
A vetemedés az anyagok kiegyensúlyozatlansága vagy aszimmetriája miatt következik be, amikor a rétegfelépítés felmelegszik és lehűl (a préselés, maratás, galvanizálás, maratás, forrasztásgátló lakk felvitel, stb. során). Az ilyen jellegű kiegyensúlyozatlanságnak két fő oka van: Egyrészt, ha a réz eloszlása a lapon nem megfelelő, másrészt, ha a PCB rétegek nem szimmetrikusak — számukban és vastagságukban — a lap vízszintes középpontja felett és alatt. Mindkét esetben az anyagok eltérő ütemben zsugorodnak és tágulnak, ami olyan vetemedéseket okoz, mint a meghajlás és csavarodás.
Ezen problémák elkerülése érdekében a rezet a lehető legegyenletesebben kell eloszlatni az összes rétegen. Kétség esetén mindig érdemes konzultálni a PCB gyártójával, hogy a rézeloszlás megfelelő-e robusztus gyártáshoz. Továbbá amikor csak lehet törekedni kell a szimmetrikus rétegfelépítésre mind számban, mind vastagságban (kivéve persze az egyrétegű lapokat).
Végül a gyártó által használt anyagok és technológia is döntő fontosságú a vetemedés minimalizálása szempontjából. A gyártási folyamatra alkalmas anyagok szükségesek; minden rétegfelépítéshez egyetlen forrásból származó anyagokat kell használni; a vízszintes kemencék használata is nélkülözhetetlen, továbbá a lapokat vízszintes felületen kell hagyni kihűlni a préselést követően. A gyártóknak deformáció esetén megfelelően ki kell egyenlíteniük a lapokat (a PCB súly alatti lassú melegítésével és hűtésével). A beültetés során a nyomtatott áramköri lapoknak száraznak kell lenniük, és megfelelő forrasztási profilok alkalmazásával el kell kerülni a termikus sokkhatásokat.
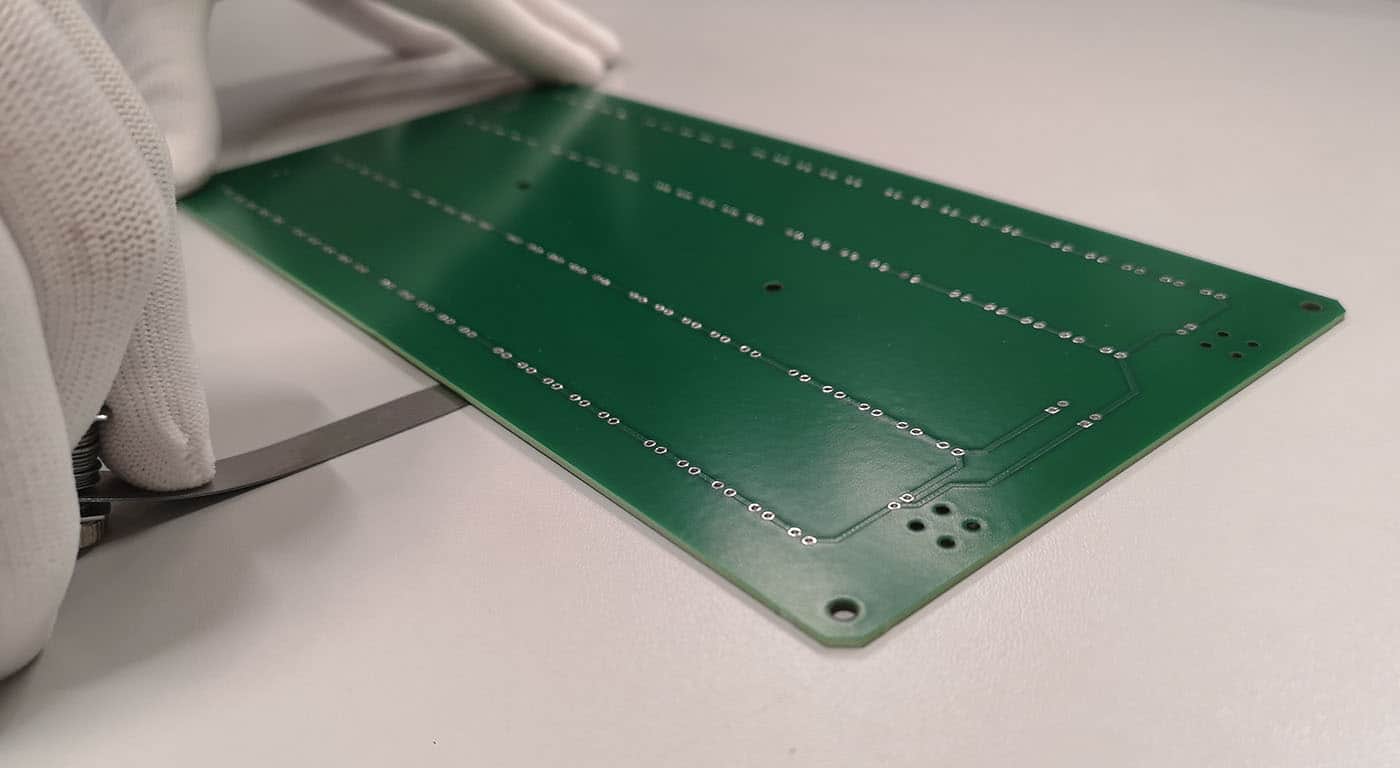
Meghajlás mérése a nyomtatott áramköri lapon
A meghajlás és csavarodás mérésére a fent leírt módszereket követjük, és a nyomtatott áramköri lapok elfogadására az IPC-TM-650 dokumentumban meghatározott tűréseket alkalmazzuk.
Az általunk kínált összes rétegfelépítés minden szempontból szimmetrikus a vízszintes középpontra vonatkoztatva (kivéve az eleve aszimmetrikus egyrétegű lapokat). PCB Visualizerünkben elérhető galvanizálás-szimulátor eszköz képes bemutatni a nyomtatott áramköri lap rézeloszlását. Ez az információ lehetővé teszi a tervező számára a megfelelő rézeloszlás és a 0.40 érték fölötti galvanizálási mutató biztosítását, ami segíthet a potenciális meghajlás és csavarodás csökkentésében. Végül pedig úgy fejlesztettük ki gyártási folyamatainkat és technológiánkat, hogy a meghajlás és csavarodás mértékét minimalizálni tudjuk.