Understanding annular rings

We’re back with a third article in a series of six on PCB design and manufacturing topics. Don’t miss our future publications by following us on social media and signing up to our newsletter. Now let’s talk about annular rings.
A very common feature of PCBs is an exposed round pad with a hole at its centre. This hole is normally plated through, which means that it’s conductive and connects a signal from one layer of the board to one or more other layers. We use these kinds of pad-hole combos for several features of the board: vias, grounding and mounting holes, and pads for soldering through-hole components.
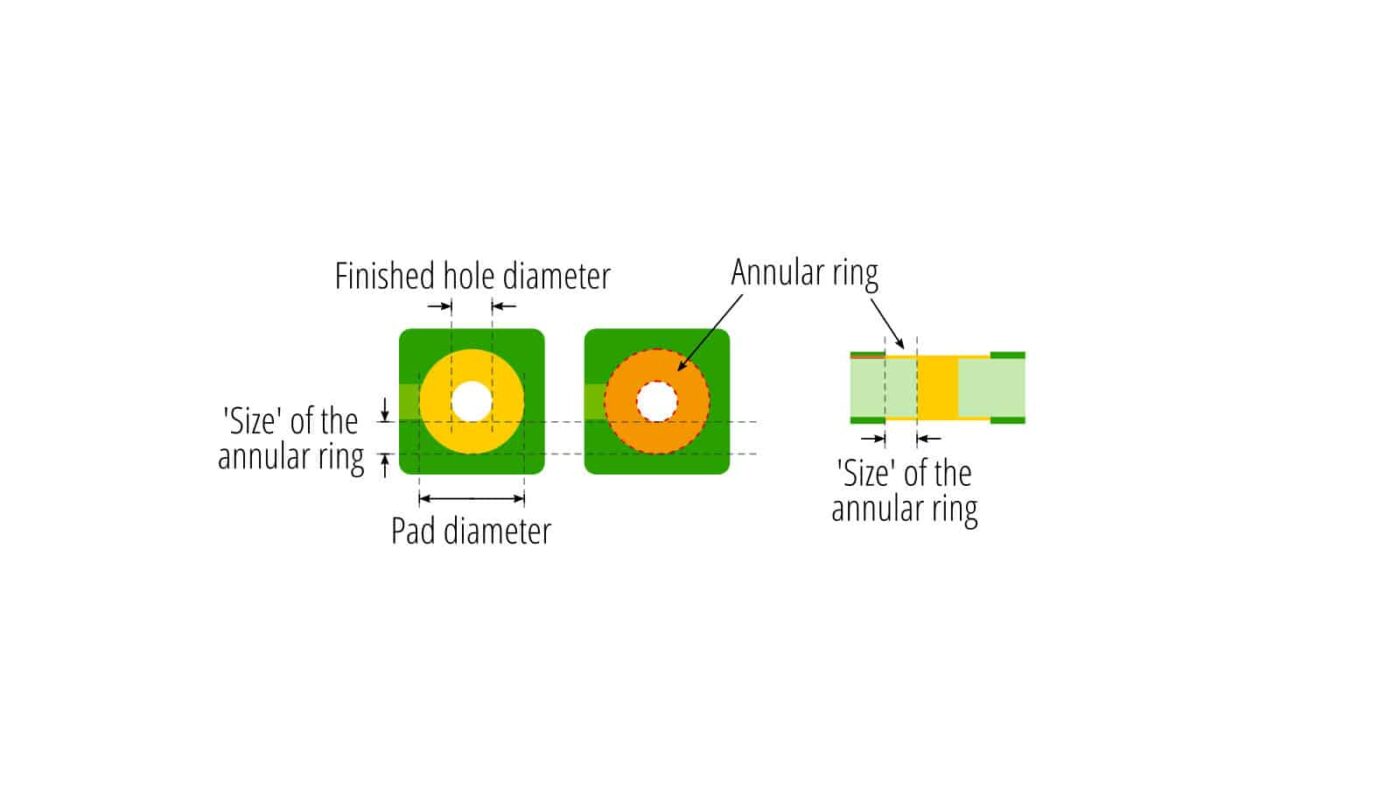
On the layer’s surface, the area between the finished hole’s diameter and the copper pad’s diameter is what we call an annular ring. The ‘size’ of this annular ring is defined as the distance between its outer diameter and the inner diameter, which can get confusing because we’re effectively talking about the difference in their radii rather than their diameters. PCB manufacturers will have a minimum requirement for this ‘size’ that they can manufacture reliably. Simple enough so far, but the realities of manufacturing complicates things a bit. I’ll explain.

Manufacturing in more detail

The substrate we use, FR4 for most PCBs, is non-conductive so we need to make the hole through the FR4 conduct. (This allows signals to travel through the board, not only along its horizontal surfaces.) Making a hole conduct is achieved by first applying a conductive carbon layer to the hole wall. Then through galvanisation, copper is added by growing on top of the carbon and partially absorbing it. (At Eurocircuits we add at least 20µm of copper, more than the IPC minimum of 18µm.) This process is carefully honed to add a tightly controlled thickness in order to meet the electrical requirements and mechanical strengths of the holes needed to withstand soldering and long term use. At Eurocircuits this entire process of conductive plating thickness together with the surface finish reduces the hole’s diameter by up to 0.10mm. This is the reason for the difference between the actual drill hole diameter and the final end diameter of the hole and its effect on the annular ring calculation.
Now, imagine if we would have drilled the hole with the size that the designer specified for the final hole and then plated through: we’d have a hole that’s 0.1mm too small! That’s obviously not good. Manufacturers therefore use drill bits that are larger — by 0.1mm in our case — in order to account for the galvanic copper plating thickness.
In practice then, we have two diameters for the hole: actual drill diameter and finished hole diameter. Now this is where it sometimes gets confusing: because manufacturers drill the FR4 before the galvanic copper plating process, the actual required minimum annular ring is measured between the copper pad’s diameter and the oversized drill hole’s diameter, not between the pad’s diameter and the finished hole’s diameter. This means that for any annular ring size calculation we need to know the copper plating thickness of the manufacturer.
You may now be reasonably wondering why we need an annular ring at all; why not just copper plate the hole without a ring? There are two main reasons. Firstly, a sufficiently large copper pad on the surface is needed in order to copper plate the hole such that it sticks with enough mechanical strength to be reliably manufactured, soldered, and used. The annular ring helps prevent cracks during production and soldering, voids, and other imperfections. And, secondly, to compensate for any misregistration and tolerances during the process of drilling and image alignment.
Working out an example
Let’s assume that we want a 0.25mm finished hole size; the manufacturer’s copper plating plus plating finish (HAL, for example) thickness is 0.1mm; and that the annular ring minimum ‘size’ — distance between the diameters divided by two — is 0.125mm. Here’s the formula:
[min annular ring size] = 0.5 * ([min pad diameter] – [actual drill diameter])
Rearranging:
[min pad diameter] = 2 * [min annular ring size] + [actual drill diameter]
Where
[actual drill diameter] = [finished hole size] + 0.1mm
So,
[min pad diameter] = 2 * [min annular ring size] + [finished hole size] + 0.1mm
And, finally, we get the number we’re after:
[min pad diameter] = 2 * 0.125 + 0.25 + 0.1 = 0.6mm
So, if we want to have a finished hole size of 0.25 mm, the outer diameter of our copper pad must not be smaller than 0.6 mm.
What about other shapes with plated holes?
Of course we don’t always design round copper pads with holes in their centre. The constraints that we apply to those shapes are to ensure that there will always be a reliably manufacturable connection between the copper plating and the pad, and that the pad can be reliably soldered onto. Let’s take an oblong copper pad as an example.
Here we have two constraints: two opposing sides need to be at least 0.3mm from the drilled hole’s edge and the drilled hole diameter needs to be completely within the copper pad, but can be just against the edges as shown in the image.

Looking at the ideal representation of the copper pad, as shown in the figure on the right and our design tools, we might assume that the two copper pad areas that are separated by the hole are theoretically disconnected electrically. But this isn’t true! In practice, copper plating needs to be applied first, creating a copper wall in the hole that connects the two copper pad areas. Then there are the unavoidable manufacturing variabilities that may cause what we call misregistration, a slight misalignment between the hole and pad. This may cause one side to be ‘thinner’ but the other side will compensate for this. However, where a track connects to the pad, more copper is required so that misregistration doesn’t disconnect them. Oblong pads such as these are used for fine-pitch through-hole components, so once they are soldered in place all imperfections due to misregistration are resolved and there’s a solid connection.
This is also where you, the designer, might factor in these manufacturing realities to improve your design for manufacturability. For example, make the pad larger on its side to make sure there cannot be any breaks on either side. You’ll also need to apply this knowledge for other odd shapes with holes in them in order to predict whether they will be manufacturable.
How our ordering system helps you get it right
When you submit boards to be manufactured by Eurocircuits you’ll be using our Visualiser, a powerful tool that lets you and us ‘get it right the first time’. It’s a free tool and you can use its analysis capabilities earlier on in the design process to make sure everything has the right dimensions for manufacturing.
If your annular rings are too small we’ll flag those in the Visualiser so that you can fix them in your data. We’ll assume that any hole in an exposed copper pad, or annular ring, on the top and bottom of the board is a plated through-hole. You can let us know that this isn’t the case through the design files that you submit if your tools support it (like Gerber X3), or use our visualiser to mark them as non-plated.
Bring your product to market on time and within budget – join the Eurocircuits Community


![]()

