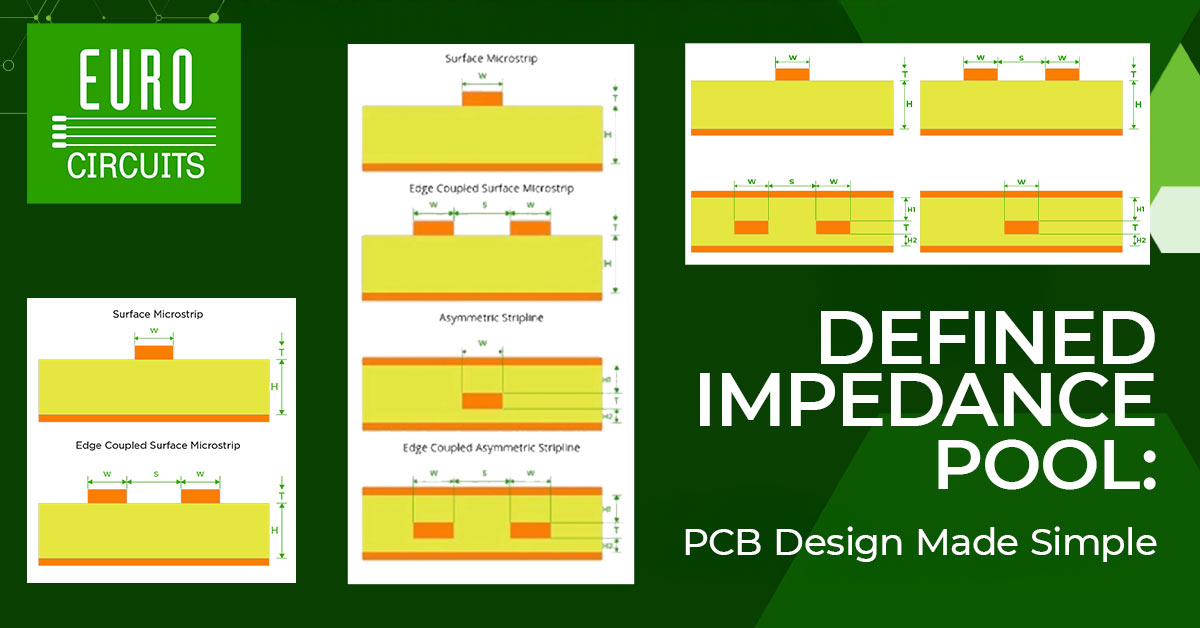
Defined Impedance made simple
PCBs with defined impedance don’t have to be complex or expensive. With the DEFINED IMPEDANCE pool, Eurocircuits provides a precise, repeatable, and cost-effective solution for moderate high-speed designs.Based on standardised FR-4 stackups, verified material data, and controlled processes, we achieve stable impedance values within a ±10 % tolerance – reliably manufactured and clearly documented. Why […]