Drilling printed circuit boards
X-ray drill of reference holes
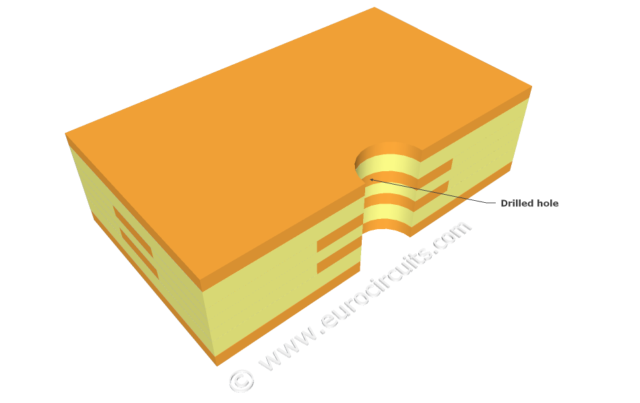
Now we drill the holes for leaded components and the via holes that link the copper layers together. First we use an X-ray drill to locate targets in the copper of the inner layers. The machine drills registration holes to ensure that we will drill precisely through the centre of the inner layer pads.
Prepare the stacks for drillng
To set up the drill the operator first puts a panel of exit material on the drill bed. This stops the drill tearing the copper foil as it comes through the PCB. Then he loads one or more PCB panels, and a sheet of aluminium entry foil.
Drilling the holes
The drilling machine is computer-controlled. The operator selects the right drill program. This tells the machine which drill to use and the X Y co-ordinates of the holes. Our drills use air-driven spindles which can rotate up to 150,000 revolutions per minute. High speed drilling ensures clean hole walls to provide a secure base for good plating on the hole walls.
Drilling is a slow process as each hole must be drilled individually. So depending on the drill size we drill a stack of one to three PCB panels together. We can drill holes down to 100 microns in diameter. To give you an idea of the size, the diameter of a human hair is about 150 microns. Drill change is fully automatic. The machine selects the drill to use from the drill rack, checks that it is the correct size, and then loads it into the drill head.
Once all the holes are drilled the operator unloads the panels from the drilling machine and discards the entry and exit material.
Cut-off excess resin
Return to the process overview – Making a PCB – PCB Manufacture step by step