User Guides
Our User Guides provide step-by-step instructions on how to use our free online smart tools and other available software.
Solder Paste Data Preparation depends on the the chosen technology route for the assembly of the boards. Solder pads are either covered with paste by a printer or a jetter. The data for both are first prepared before they can be used for the in-house laser cutting of the stencil or for the solder paste jetter.
The basis for the solder paste data preparation is the customer data set.
If the customer includes a paste layer to his data, we take that as a starting point. When no paste data is supplied we generate this layer from a combination of the copper layers, the solder mask layers and the drill data.
As an internal rule we consider all flashed copper pads, completely free of solder mask and not drilled as openings in the stencil.
Copper pads with resin filled via’s are also opened in the stencil.
We check that for all component leads to be soldered the pads are open in the paste layer., but pads that are opened in the stencil with no component lead soldered will be covered by molten paste.
It’s important to supply us a stencil file if you want to avoid this for certain pads.
The size of the paste layer openings defines the volume of paste that will be printed on the pad. We have to think in 3 dimensions here, it’s not only the surface of the opening, but also the thickness of the stencil, and limitations in aspect ratio that define the final outcome.
When we want to apply more paste to a pad, we can increase the opening, or use a thicker paste stencil. When we want less volume on a pad, we must use a thinner stencil or decrease the size of the opening.
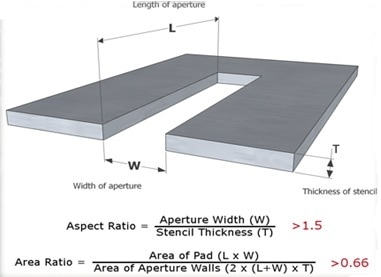
There are limitations in the thickness of the stencil material we can use. We should comply with an aspect ratio, the width of the opening divided by the thickness of the stencil, to a minimum 1.5. For instance a stencil of 100 micron thickness has a minimum width of the opening of 150 micron.
Another element is the Area ratio. When the size of the opening is too small compared to the thickness of the stencil, the solder paste is not pushed through the opening to the pad. The area ratio should be higher than 0.66
The size of the stencil opening, or aperture, must be correct to get an acceptable soldering result according to the IPC-A-610 standard we follow.
If we apply less paste than needed, the solder joint will be poor,or there will not be any connection between the component and the pad. If we apply to much paste we can create shorts between the leads of components
Preparing paste data can be done in a number of steps, for which our editors provide tools, guidance and automation.
In a first step, we need to decide which copper pads need paste. Based on the component position and the SMD leads for each component, we can check whether all the necessary paste pads are defined.
In the next step, we have to determine how much solder alloy we need to correctly solder a component. Based on the copper surface, size, lead type and position we can determine the maximum and minimum limits for the necessary alloy volume.
Based on these volume limits we can evaluate for each paste pad which production methods are possible. For stencils, each available stencil thickness we can evaluate whether the required volume can be applied on the available copper pad surface.
For the jetter paste printer we need to check whether the volume and copper pad size is bigger than the minimum capabilities.
Once the production method is chosen, we can determine the optimum paste pad shapes and positions. The position of the lead on the paste pad will determine where the paste will be applied.
We also need to take into account the fact that multiple leads that belong to the same component can have an influence on the paste pad shape and position.
The type of lead will also determine the shape of the paste pad. For large flat leads it is possible that a bigger paste pad is split up into smaller apertures.
As a rule of thumb we print paste with a stencil printer for small/medium batch production and paste jetting for prototype production.
The data preparation for jetting and for stencil cutting is similar.
The jetter works immediately from the prepared data, for paste printing with stencils we first have to cut a stencil before we can start printing.
Once the stencil is ready, paste printing with stencils goes much faster than jetting, and the paste for stencil printing is much cheaper than for jetting.
So from an economical point of view, jetting is the better option for printing one or a few prototypes, stencil paste printing is better for batch production.
Next to the economical consideration there is also a technical aspect.
In some cases one stencil thickness is not ideal for all pads on the PCB. This problem can be solved with stencils having different thickness in different zones, also called step -stencils. But these are difficult to make and expensive.
For low volume production a better solution is jetting with variable paste thickness, where we can optimize the paste volume for fine pitch components, BGA pads, ordinary pads and bigger pads at the same time.
How to adjust the programs is based on calculations and experience. The paste jetter gives us alot of flexibility to overcome most paste printing challenges.
A final solution to meet both economical as well as technical requirements for batch production is the combination of a base layer of stencil printed paste on all pads, and additional jetting of extra paste on the pads where more volume is needed.
After preparing the data for the paste layer we can laser-cut the stencil, and push the paste layer info to the jetter.